
How to Optimize Your Sulfur Recovery Process
Refineries, sulfur plants and other facilities naturally create hydrogen sulfide, a colorless and flammable gas. Although hydrogen sulfide and other sulfur-bearing waste gasses are toxic, they can be turned into elemental sulfur, a staple in commodity chemicals and other products we use each day. How does this occur, and what are best practices associated with the process used to do so? We’re breaking down the Claus unit sulfur recovery process and sharing other sulfur-related insights from our Sulfur 101 white paper.
What Is The Claus Process?
The Claus process is the most common process for converting sulfur-bearing waste gasses to elemental sulfur. The Claus process recovers more sulfur than any other sulfur recovery process. It turns sulfur-bearing gases into elemental sulfur through a thermal, or combustion, section followed by a catalytic section.
Thermal/Combustion Section
The thermal section releases the majority of chemical reaction heat in the Claus process. It typically consists of a burner, refractory-lined combustion chamber, waste heat boiler and sulfur condenser. During this section of the Claus unit sulfur recovery process, approximately one-third of the hydrogen sulfide burns to create sulfur dioxide and water, while approximately 6% of the hydrogen sulfide thermally cracks to form sulfur and hydrogen.
In the combustion chamber, or thermal reactor, up to 60% of the unburned hydrogen sulfide reacts with sulfur dioxide to create elemental sulfur. Hydrocarbons and other gaseous compounds also burn in this thermal reactor. The hot gas is then cooled in the waste heat boiler and sulfur condenser, causing the elemental sulfur to condense.
Catalytic Section
Following the thermal section of the Claus unit sulfur recovery process, the catalytic section continues to turn hydrogen sulfide and sulfur dioxide into elemental sulfur and water vapor. The catalytic section typically consists of three stages. Each stage involves a feed heater, a catalyst bed and a sulfur condenser.
After the thermal section produces gas, the catalytic section reheats the cooled gas and routes it through a catalyst bed. Sulfur dioxide from the thermal section reacts with unburned hydrogen sulfide to form elemental sulfur, which is cooled and condensed once more. The gas is typically reheated and rerouted through a catalyst bed two more times for a total of three catalytic stages.
The Claus unit sulfur recovery process and associated best practices will be in a straight-through configuration or a split-flow configuration, depending on the feed composition.
Straight-Through Sulfur Plant Configuration
When the feed gas is of higher hydrogen sulfide concentration (typically 50 wet mol% or greater), a straight-through configuration is used and all acid feed gas travels to the burner and thermal reactor.
Thermal reactors must maintain an actual temperature of at least 1450°F. When the burner in a straight-through plant exits directly into a large-bore boiler flue, it must maintain a minimum adiabatic flame temperature of at least 1700°F.
If the acid gas feed and combustion air are both significantly preheated, it’s possible to operate a straight-through plant on acid gas containing hydrogen sulfide levels as low as 30 mol%.

Split-Flow Sulfur Plant Configuration
A split-flow plant is used when the feed gas hydrogen sulfide concentrations are 20-50 mol%. Approximately 50-65% of the acid gas bypasses the burner and thermal reactor, while all combustion air travels directly to the burner.
A split-flow configuration allows the thermal reactor to operate at higher temperatures. Higher thermal reactor temperatures result because a larger fraction of feed gas is burned to create sulfur dioxide.
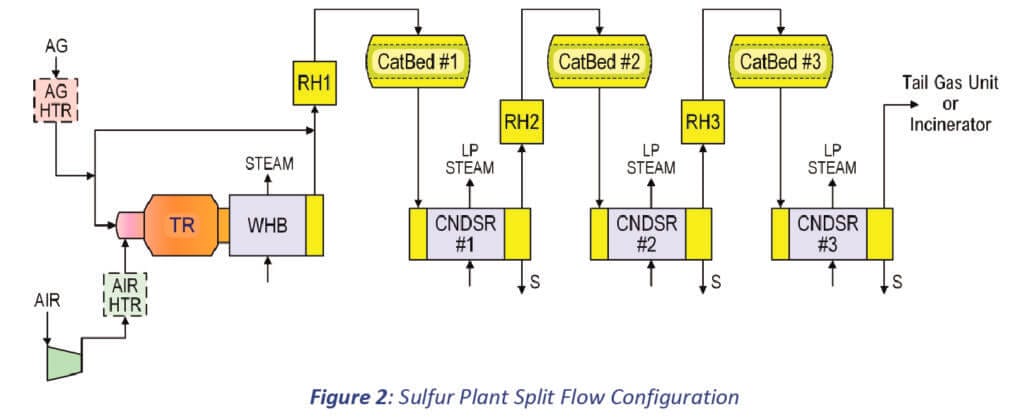
The amount of feed gas fed to the thermal reactor must be significant enough to ensure no unconsumed oxygen escapes the flame. A portion of unburned hydrogen sulfide will exit the thermal reactor before the bypassed acid gas is added to the thermal reactor effluent, causing the ratio of hydrogen sulfide to sulfur dioxide entering the first catalyst bed to be close to 2.0.
At JEPCO, we help clients save time and money through our sulfur expertise. We know sulfur not only from a design standpoint but from an operations and troubleshooting perspective as well. Learn more about how you can optimize your facility’s sulfur recovery processes through our Sulfur 101 white paper.


